排胶和烧结是生产技术陶瓷的两种重要工艺。卡博莱特盖罗可提供适用于实验室和工业环境的烘箱和炉子。根据客户要求,可提供双炉解决方案(用于排胶和烧结的独立炉子)或单炉解决方案(排胶炉和烧结一体炉)。
排胶和烧结过程可在两个独立的炉子中进行。这样做的好处是,每个工艺步骤都有一个优化的炉子,使去除粘结剂时产生的污染物仅限于排胶炉。此外,饼干的烧制也在排胶炉子中进行,以确保陶瓷成分的稳定性。这种方法适用于在实验室和工业环境中处理的批次。
排胶和烧结一体炉是一种适用于大批量生产的解决方案。这样既节省时间,又无需在两个步骤之间转运工件,降低了在排胶过程中不稳固的工件可能出现的转运破损风险。
卡博莱特盖罗提供的炉子包括排胶、尾气燃烧火炬安全系统和高温加热系统等选项,适用于双炉和单炉解决方案。
投资卡博莱特盖罗炉子的优势:
该过程会产生挥发性物质,可能对人体有害。应采取预防措施降低风险。卡博莱特盖罗正在考虑优化生产工艺的方案。
尾气燃烧火炬(左)用于将去除过程中产生的挥发物氧化成氮氧化物、二氧化碳和水。这可确保所有挥发物都转化为更安全的分子并释放到环境中。燃烧所有挥发物,包括沸点低于 20°C 的挥发物,如氢、氨和乙烷。
冷阱(右)用于冷凝 20 °C 以上的所有化合物。所有沸点低于 20 °C 的挥发物都可以通过。
如果工艺需要或客户建议,尾气燃烧火炬和冷阱可以合并使用。同样,点火器和冷阱也可以根据需要进行组合。我们的产品组合中有多种解决方案,可指导您选择合适的产品和安全设备。如需咨询适合您应用需求的解决方案,请联系我们。
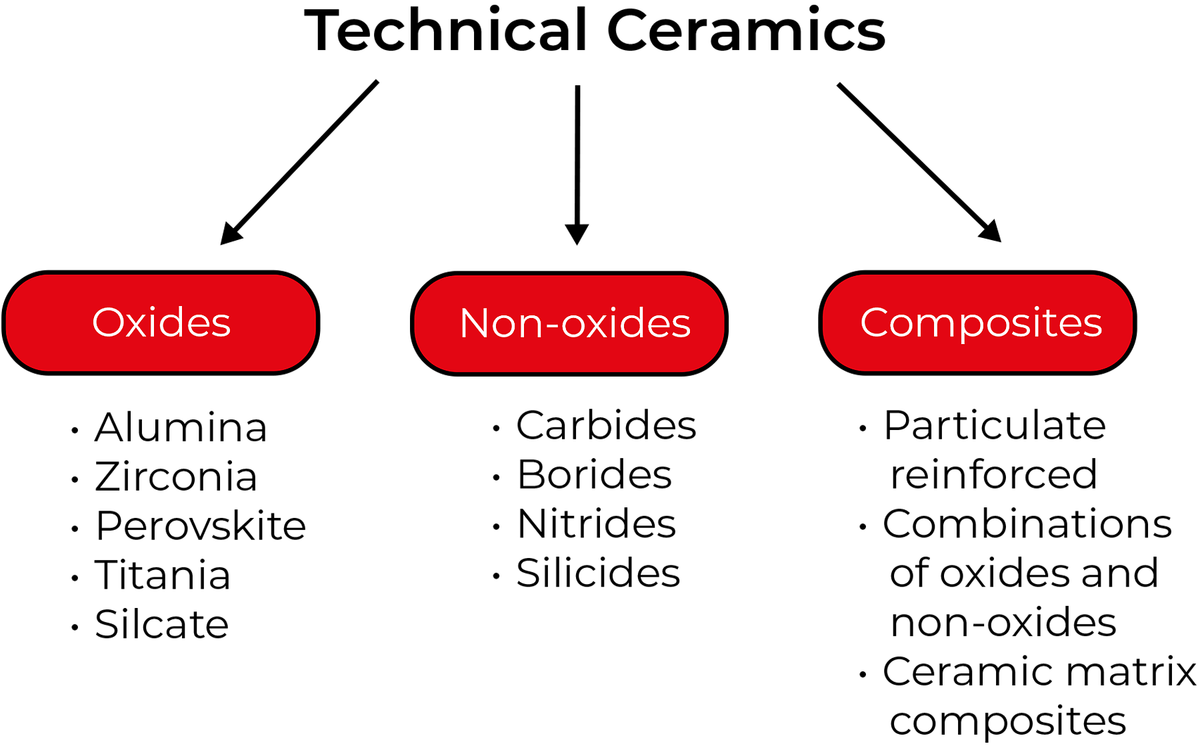
技术陶瓷又称工程陶瓷或先进陶瓷,具有卓越的机械、热、电和化学特性。与主要用于装饰目的的传统陶瓷不同,技术陶瓷的独特特性使其在金属或聚合物等其他材料可能无法满足的高性能应用中不可或缺。
技术陶瓷的应用遍及各行各业,包括航空航天、汽车、电子、医疗、能源和国防。它们被广泛应用于各种部件,如切削工具、球轴承、绝缘体、传感器、催化剂载体,甚至用于医疗用途的生物陶瓷植入物。
氧化物陶瓷是由氧和一种或多种金属元素组成的无机化合物。氧在成分中的普遍存在使其具有独特的性能。氧化物陶瓷具有出色的热稳定性、高电绝缘性和化学惰性。此外,氧化物陶瓷通常具有良好的机械强度和硬度,因此适用于各种结构和功能应用。
非氧化物陶瓷是由不含氧的金属和非金属元素组合而成的无机化合物。这些化合物具有高导热性、高导电性、高抗氧化性和化学惰性。除了具有高强度和硬度外,非氧化物陶瓷还具有耐磨性和耐腐蚀性。
复合材料是由两种或两种以上的材料组合而成的,它们可以相互融合并提高性能。陶瓷基复合材料经过复杂的制造过程,可获得强度和韧性方面的优异性能。
排胶通过在最终烧结阶段前有效去除初坯陶瓷体中的有机粘合剂或添加剂,在生产高质量和功能性陶瓷元件方面发挥着至关重要的作用。初坯陶瓷是由陶瓷粉末与有机粘合剂混合成型而成。在注塑、带式浇铸或挤压等成型或成形工艺中,这些粘合剂为材料提供了粘合性和成型性。
排胶工艺包括将初坯陶瓷在大气中或在使有机成分汽化或分解的条件下进行受控加热。这可以通过各种技术来实现,包括热力排胶、溶剂萃取或两者的结合。排胶方法的选择取决于初坯陶瓷的具体成分和成品所需的最终特性。
溶剂萃取是将初坯陶瓷浸入适当的溶剂中,选择性地溶解有机粘合剂。这个过程可以通过搅拌、超声波或其他方法来促进有机成分的去除。溶剂萃取后,在烧结前将陶瓷干燥,以除去剩余的溶剂。
排胶是陶瓷制造过程中的一个关键步骤。它通过消除烧结过程中可能阻碍致密化的有机材料来影响陶瓷的性能。排胶工艺的成功与否会对最终产品的密度、强度和尺寸精度产生重大影响。
起始材料通过模塑、挤出或 3D 打印成型为所需形状。粘合剂用蓝色和绿色突出显示。此时,该部件被称为 “初坯”。
在溶剂排胶过程中,主粘合剂(蓝色)被去除,只剩下骨架粘合剂(绿色),而骨架粘合剂必须通过热力去除。
在残余排胶过程中,骨架粘合剂(绿色)被去除,此时的零件被称为 “棕色工件”。为了提高部件的密度和强度,必须对其进行烧结。在这一阶段,颗粒开始扩散并相互粘连。
烧结是陶瓷生产中的一个重要热加工工艺。它将压实或成型的陶瓷材料加热到低于熔点的高温。在烧结过程中,陶瓷颗粒粘结在一起,导致致密化,形成坚固、连贯和耐用的陶瓷结构。烧结过程包括三个主要阶段:颗粒重新排列、颗粒缩颈和孔隙消除。最初,在较低温度下,陶瓷颗粒开始重新排列,并由于颗粒间的扩散而靠拢。扩散过程的驱动力是颗粒表面能的降低。随着温度的升高,颗粒开始形成颈部。这开始在它们之间形成桥梁,促进材料的转移和结构的进一步巩固。这一阶段对于提高陶瓷材料的强度和密度至关重要。在最后阶段,随着陶瓷结构的不断致密化,剩余的孔隙被消除,从而形成一个几乎完全致密的陶瓷体。
烧结温度和烧结时间都经过严格控制,以达到最终陶瓷产品所需的性能。高温和较长的烧结时间通常会提高致密性并改善机械性能,但过度烧结可能会导致晶粒长大,从而对某些性能产生不利影响。
烧结过程受多种因素的影响,包括陶瓷的化学成分、颗粒的大小和分布、烧结气氛(氧化、还原或惰性)以及烧结助剂或添加剂的存在。烧结助剂可促进致密化,并有助于降低烧结温度,从而提高烧结过程的效率。
烧结是制造各种陶瓷产品,包括砖、瓦、先进陶瓷等,的基本步骤。该工艺将最初多孔易碎的初坯陶瓷材料转变为致密、耐用的功能性陶瓷组件。然后,这种部件就可以满足其在电子、汽车、航空航天和建筑等行业的预期应用需求。
在烧结过程中,陶瓷部件的颗粒通过结构扩散并融合在一起,从而提高了部件的整体密度。
在炉子内烧结时,陶瓷部件的微观结构密度明显增大,颗粒之间的间隙减少。烧结过程会导致一定程度的收缩,一些部件会变小。这是制造过程中的正常现象,在最初设计模具时就应考虑到这一点。
3D 打印可用于制造复杂的陶瓷组件。数字蓝图可以转化为功能齐全的原型。卡博莱特盖罗和 3DCeram Sinto Tiwari 合作,对 3D 打印陶瓷部件进行排胶和烧结试验,以观察排胶和烧结过程的结果。
3DCeram Sinto Tiwari(前身为 TIWARI Scientific Instruments)是法国 3DCeram Sinto 的子公司,也是欧洲航天局著名的企业孵化中心(ESA BIC)的校友。公司成立于 2019 年,专注于利用挤压技术和 SLA 技术进行高性能陶瓷的 3D 打印。
3DCeram Sinto Tiwari(德国柏林)和 3DCeram Sinto(法国利摩日)隶属于日本 Sinto 集团。Sinto 集团成立于 1934 年,在全球拥有 50 多家公司和 4000 多名员工。凭借 70 年的丰富经验和专有技术,Sinto 已成为铸造设备和最新陶瓷 3D 打印技术的世界顶级制造商。3DCeram Sinto Tiwari 于 2022 年 7 月正式成为 Sinto 集团的一部分。
3D 打印陶瓷组件工艺
3dceram 的 MAT 设备是挤压技术的一站式解决方案。该机器目前有 3 个不同的挤出头用于打印,并配有一个数控工具用于印刷部件的绿色加工。
MAT 技术规格
3DCeram打印头:
下文对不同的成形技术与 MAT 进行了比较:
| 成型技术 | 材料成本 | 表面粗糙度 | 打印解决方案 | 材料再循环 |
| FFF | ★ | ★★★ | ★★★ | ★ |
| 颗粒打印 | ★★★ | ★★ | ★★ | ★★★ |
| 机器人铸造 | ★★ | ★ | ★ | ★★ |
欲了解有关 3DCeram Sinto Tiwari 的更多信息,请联系 3dceram-tiwari
使用 AAF-BAL 进行热力排胶
在热排胶过程中,初坯工件(green part)在空气中热处理了约 13 个小时。热排胶后的质量损失约为 9.5%。
使用HTF进行排胶和烧结
在热处理过程中,3D 打印部件在同一炉中进行热处理。X 形样品的重量损失约为 6.5%。矩形样品的重量损失约为 11.1%。
使用 TF1 16/100/450 进行烧结
在烧结过程中,成分的重量损失约为 0.5%。
无论是标准产品还是完全定制的解决方案,卡博莱特盖罗多年来已生产了数千套干燥解决方案,并在全球各地实现了多个项目。
如需免费咨询,请与我们的产品专家联系,以找到最适合您应用需求的解决方案!
卡博莱特盖罗为氧化物和非氧化物陶瓷提供解决方案。氧化物陶瓷包括由氧和一种或多种金属元素组成的无机化合物,而非氧化物陶瓷则包括由金属元素和非金属元素组合而成的无机化合物,但不含氧。
排胶工艺是指通过各种技术,包括热力排胶、溶剂萃取或两者结合,有效去除初坯陶瓷体中的有机粘合剂或添加剂。烧结是将材料加热到低于其熔点的高温。烧结过程包括三个主要阶段:颗粒重新排列、颗粒缩颈和孔隙消除。这些阶段有助于将颗粒粘合在一起,从而使陶瓷结构整体致密化。
卡博莱特盖罗提供各种排胶和烧结解决方案。我们提供双炉解决方案,即排胶和烧结分别使用不同的炉子。这种方法的优点是可以将排胶过程中产生的污染物限制在排胶炉中。另一种单炉解决方案是使用一个炉子同时进行排胶和烧结。这种方案非常适合大批量生产,因为它可以减少排胶过程中各阶段之间的转移和破损风险。
卡博莱特盖罗炉可在烧结过程中支持氧化气氛、还原气氛和惰性气氛。请联系卡博莱特盖罗,获取有关气体设备和加工气氛的更多信息。








")