Metal Injection Moulding (MIM) 脱脂炉 - EBO
 脱脂炉 - EBO")
 脱脂炉 - EBO")
- 最高温度: 150 °C
- 容积: 120 to 250 litres
-
催化脱脂
- 产品细节
金属注射成型(MIM)是一种现代制造技术,它是将 "原料 "注射到模具中,从而制造出形状复杂的金属部件。卡博莱特盖罗 提供专门针对这种应用所需的热处理工艺步骤进行优化的窑炉和烘箱。
金属注射成型(MIM)是一种制造技术,包括将 "原料 "注射到模具中,从而制造出形状复杂、重现性高的部件。原料是粉末状金属和聚合物粘合剂的混合物,粘合剂将材料固定在一起。在部件投入使用之前,必须去除粘合剂,并强化部件的内部结构;这是通过在炉子或烘箱中对部件进行脱粘和烧结的热处理过程来实现的;
粘合剂 (1) 和金属粉末 (2) 混合组成原料 (3)
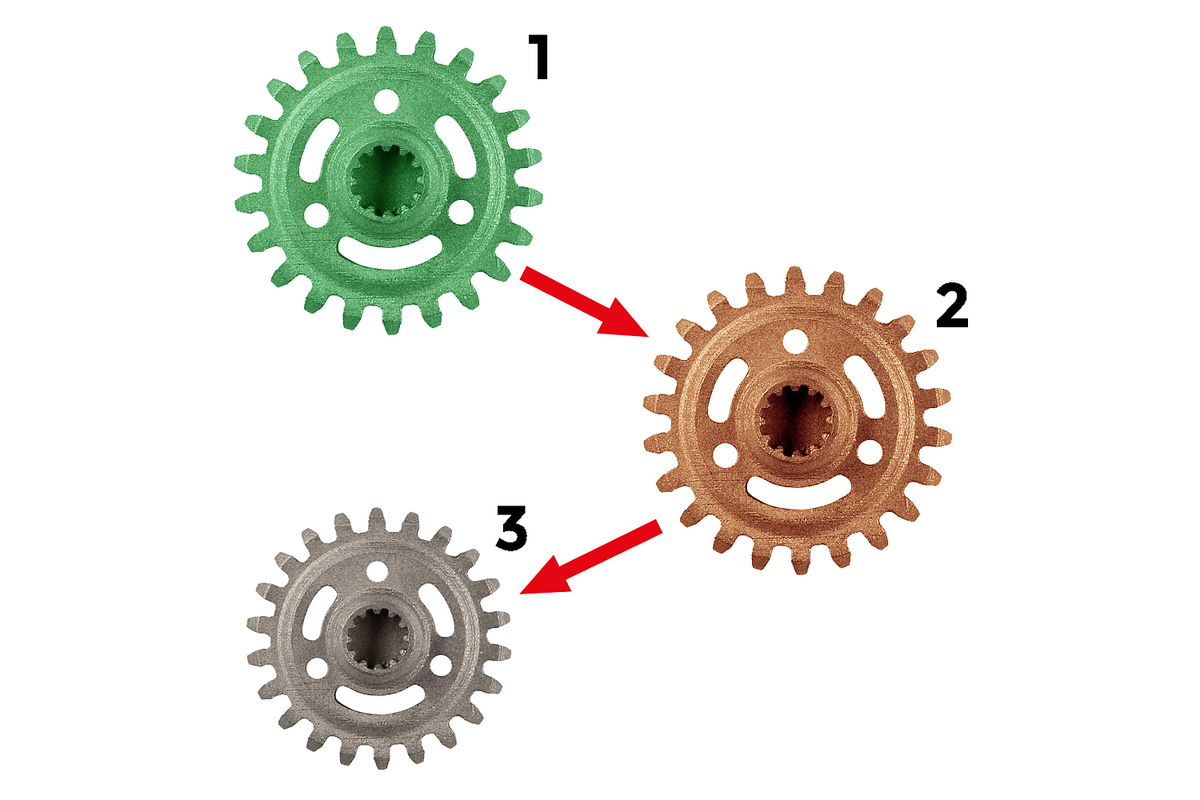
金属注塑成型的初坯(1)、去除粘合剂后的部件(2)和烧结后的成品部件(3)
通过金属注射成型生产的一些成品金属零件示例
这是将初坯中的粘合剂去除的过程。它可以通过催化(使用催化添加剂、溶剂和水的组合去除粘合剂)或热处理(需要在炉子或烘箱中的可控气氛下进行热处理)来实现。所需的方法取决于所用原料的类型。经过这种工艺处理的部件随后被称为 "棕色 "部件。
根据所用原料的类型,可能需要对部件进行化学和热脱胶处理。化学工艺将去除大部分粘合剂,而热工艺则去除残留的粘合剂,也称为 "骨架粘合剂"。
卡博莱特盖罗 可以提供适用于催化或热应用的炉子和烘箱。
卡博莱特盖罗 可以提供适用于催化或热应用的炉子和烘箱。这是一种热处理金属注射成型 (MIM) 部件(棕色部件)的工艺,这些部件首先要经过排胶工艺。烧结的目的是改变部件的内部微观结构,以提高其整体密度和最终强度。烧结的方法是在惰性气体环境下,将金属零件放入炉子或烘箱中加热至低于金属熔点约 20%的温度,使原子在微观结构中扩散并融合在一起,形成更致密的结构。在烧结过程中,金属零件会出现一定程度的收缩,尺寸会缩小 15-22%,具体取决于所使用的金属和零件的最终密度。
在脱脂和烧结过程中,炉内的温度曲线、气氛和温度均匀性都必须得到非常精确的控制,以避免变形以及裂纹和气泡的形成。惰性或还原气氛对防止部件氧化也很重要。
主粘合剂显示为蓝色,可通过催化去除。它只能在 300°C 至 600°C 的高温炉或烘箱中进行热去除。这一过程通常在部分压力下进行,由于蒸发的主干粘合剂施加了额外的压力,因此温度会降低。
催化粘结剂去除可在 卡博莱特盖罗 的 EBO 炉内进行。
硝酸(HNO3)被蒸发并被氮气流带到炉子周围,然后通过绿色部件。
硝酸使主干粘合剂裂解,产生甲醛(CH2O),甲醛为气态,浓度在 7%-73% 之间时具有爆炸性。气流将甲醛引向炉气出口,然后利用主动火炬后燃器将其安全燃烧。
示例
催化脱脂后的绿色部件(左): 直径:27.86 毫米/质量:11.89 克
: 11.89 克
完全烧结后的绿色部件(右): 直径:24 毫米/质量:11.71 克
完全烧结后的绿色部件(右 11.71 克
➔ 静止排胶后的总质量减少量: 1.5%
将原料注入模具并成型为所需形状。
此时,MIM 零件被称为 "绿色部件"。
在催化/化学脱胶过程中,主要粘合剂(蓝色)被去除,只剩下骨架粘合剂(绿色),必须在炉子中通过热力去除。
为了提高部件的密度和强度,现在必须对部件进行烧结。此时,颗粒已开始相互扩散和粘附。
在烧结过程中,MIM 零件内的原子会在结构上扩散并融合在一起,从而提高零件的整体密度。
在炉子中烧结时,MIM 零件的微观结构密度明显增大,原子之间的间隙减少。烧结过程会导致一定程度的收缩,有些零件的尺寸最多会缩小 22%。这是金属注射成型(MIM)工艺的正常现象,在最初设计模具时就应考虑到这一点。
卡博莱特盖罗 为金属注射成型 (MIM) 部件的热处理提供两种主要的解决方案。
第一种方案是 EBO 120 炉和 HTK 120 炉的组合。粘合剂的催化排胶在 EBO 炉中进行,而热排胶和烧结可在 HTK 炉中进行。
这种解决方案的主要优点是只需使用两个炉子即可完成整个工艺。
不过,通过使用 HTK 炉进行粘合剂去除和烧结,可以在氢气环境中进行分压排胶。而使用 GLO 炉则无法做到这一点。
案例:
请注意:所述工艺时间是特定工艺的典型值。工艺时间会因个别应用和客户要求而异。
第二种方案是结合使用 EBO 120、GLO 260 和 HTK 120。
虽然这种解决方案在工艺中增加了一个炉子,但总体而言,它是一种更具成本效益的解决方案,因为 HTK 烧结炉的结构可免受污染,从而降低了维护成本。
案例:
请注意:所述工艺时间是特定工艺的典型值。工艺时间会因个别应用和客户要求而异。
为了达到去除 MIM 部件粘合剂的最佳条件,气流必须是连续和湍流的,以便能够到达炉内放置的所有样品。
卡博莱特 Gero 与学术机构密切合作,进行 CFD(计算流体动力学)模拟,以测试和改进通常用于金属注射成型 (MIM) 应用的炉腔内的气流。
温度均匀性是指炉腔可用容积内的最大温度偏差。例如,如果炉温设定为 600°C,且规定温度均匀性为 ±5°C,则可用容积内的温度偏差不得低于 595°C 或高于 605°C。
在炉内烧结金属注射成型 (MIM) 部件时,温度均匀性至关重要,因为目的是确保所有部件的收缩量和密度相同。
卡博莱特盖罗 炉可提供多个加热区,以确保炉腔内的温度始终保持一致:
卡博莱特盖罗 的 HTK 炉系列专为优化大规模金属注塑热处理工艺而设计。例如,HTK120 在工艺内腔中能够装载多达三堆样品,每堆样品由 20 个托盘(尺寸为 380 x 240 x 0.5 毫米)组成。
托盘之间的距离可以调整,以适应各种样品的几何形状。为此,四个特殊的气体入口扩散器引导气流水平流经各层支架。
安装了一个特殊的气体出口板,以确保气体均匀地分布在整个炉子的工艺内腔容积中,而不是只通过中心。
有一系列触摸屏控制器和编程器可供选择,操作员可轻松输入热处理程序。此外,控制器软件中的标准设置还提供了一些最常用材料(316-L、CrMo4、8620 等)的(静置)脱脂和烧结预定义程序。与 卡博莱特盖罗 协商后,可启用其他材料的设置。
卡博莱特盖罗的产品及其售后服务,可由遍布全球的子公司和训练有素的经销商提供。 我们的工作人员将很乐意协助您查询。
联系我们免费咨询并与产品专家交谈,以找到最适合您应用需求的解决方案!
除了用于热处理的 卡博莱特盖罗 炉之外,Verder Scientific 的其他产品系列还为整个金属注射成型工艺和一般的快速成型制造技术提供进一步的解决方案:
金属注射成型 (MIM) 有两个步骤需要使用炉子: 排胶以去除初坯的粘合剂,烧结以提高金属零件的整体密度和强度。
根据不同的应用,通常需要两个或三个炉子系统。一个用于催化去除粘合剂,然后一个或两个炉子用于热脱脂和烧结。
专为金属注射成型工艺设计的 卡博莱特盖罗 炉具有能耗低、数据记录、触摸屏控制器界面以及无需冷凝水收集器即可轻松处理废粘合剂等优点。我们的催化粘合剂去除炉采用水加热,可防止硝酸在设备内冷凝;我们的高稳定性加热盒可确保脱胶和烧结工艺全天候运行。
可以在炉内使用 Ar、N2 或 H2 分压。压力可在控制器软件中调节到 100 - 1000 毫巴之间。设定气动阀的开启角度可确保炉内压力保持恒定。在氢分压模式下,所有要求的安全标准都已通过 TÜV 认证。
卡博莱特盖罗 用于金属注射成型的窑炉采用对称的加热元件布置、多个加热区和密封的气密罐来控制改良气氛,从而实现了窑炉内出色的温度均匀性。密封舱还能保护炉子,防止在加工过程中可能凝结的任何粘合剂。
根据金属注射成型炉的大小,在使用部分压力进行加工时,对于较小的炉子,粘合剂可以通过冷凝水收集器来处理,或者将粘合剂溶解在油中。后者对于大型设备极为有利,因为与冷凝水收集器相比,维护工作量大大减少。
卡博莱特盖罗 提供一系列不同规格的炉子,用于催化和热脱脂以及金属注射成型工艺中的烧结。可根据要求提供定制的手动处理系统,以便在不同的炉子之间传送部件。
钛可在纯氩气氛或高真空条件下烧结。卡博莱特盖罗 在真空技术方面的丰富经验使我们能够提供泄漏率最低、真空度最高的窑炉系统。根据要求,我们可以为系统配备合适的真空泵附件。
 背景信息")
 脱脂炉 - GLO")
 烧结炉 - HTK")






排胶后")





















